Электроэрозионное оборудование
Электроэрозионный проволочно-вырезной станок AU-750i

Описание
Комплектация
Стандартная комплектация
- Система стабилизации разряда
- Верхнее/нижнее сопла прокачки (комплект)
- Алмазные направляющие для проволоки (комплект)
- Контактные щетки (комплект)
- Ключ для установки / снятия алмазных направляющих
- Латунная проволока (1 катушка)
- Инструментальный ящик
- Корзина для отработанной проволоки
- Баллон с ионоообменной смолой (комплект)
- Бумажные фильтры для воды (комплект)
- Приспособление для выравнивания вертикальности проволоки
- Автоматический охладитель воды
Дополнительная комплектация
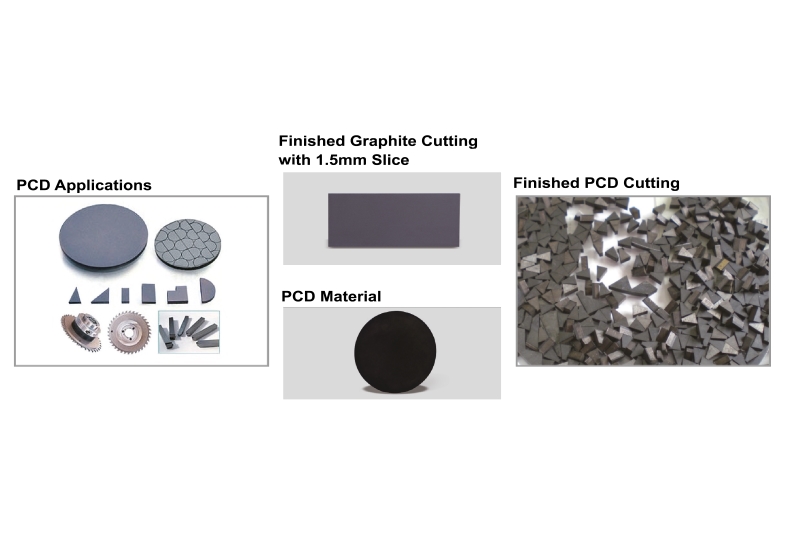
- Система образования высоковольтного разряда для резки графита и PCD
- Ограждение зоны обработки с концевыми выключателями.
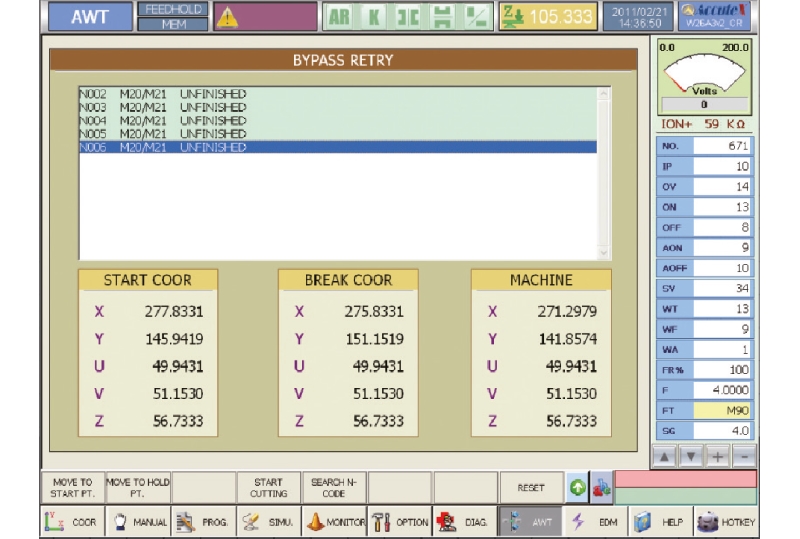
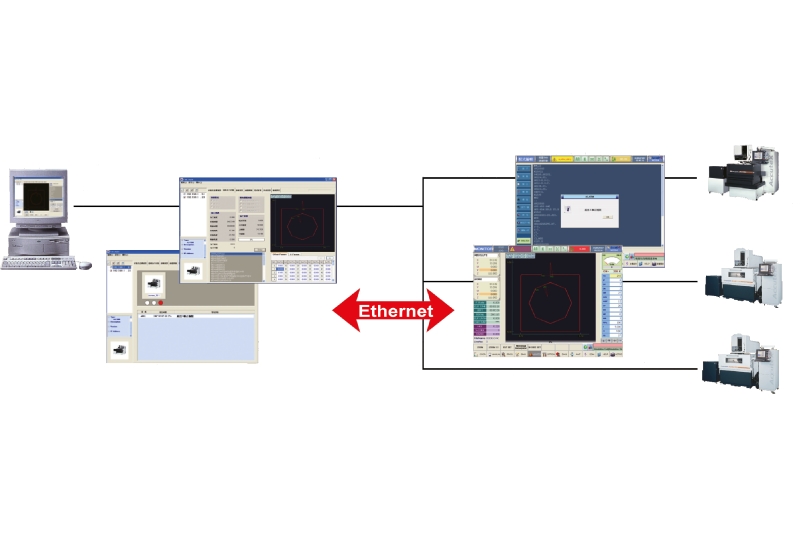
- Система удаленного контроля
- Устройство для использования катушек с проволокой до 45кг.
- Сигнальная башня
- Поворотный стол с ЧПУ (ось W)
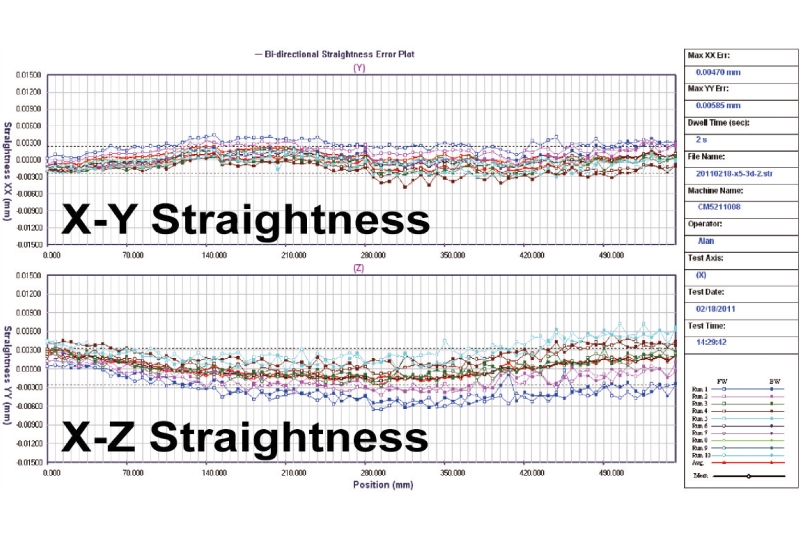
- Оптические линейки X, Y
- Трансформатор
- Стабилизатор
- 0.1 мм проволока
- Система автоматической заправки проволоки
Технические характеристики
| Технические данные | Единица измерения | Значение |
| Перемещение по осям X,Y,Z | мм | 750×500×300 |
| Перемещение по осям U,V | мм | 100×100 |
| Максимальный размер заготовки | мм | 1190×720×295 |
| Максимальный вес заготовки | кг | 800 |
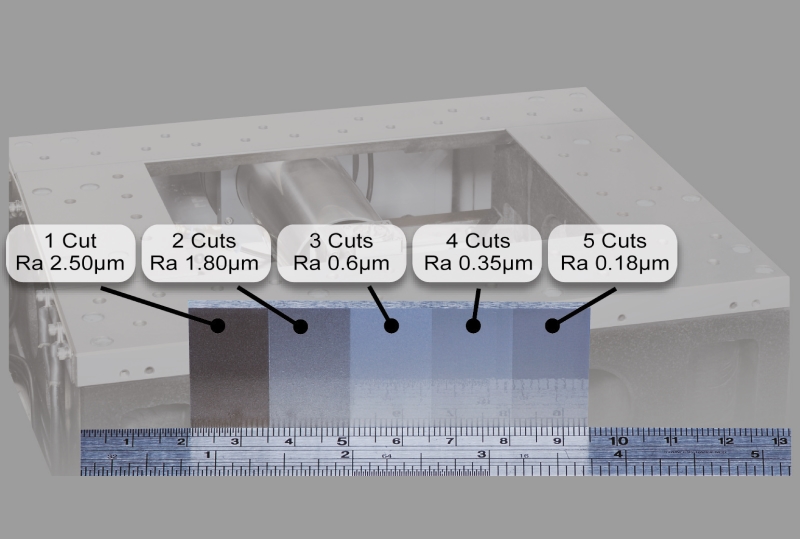
| Лучшая шероховатость | Ra, µm | 0,6 ( 0,18 - опция) |
| Точность по детали | мм | ±0,004 |
| Скорость перемещения по X/Y | мм/мин | 1000 |
| Допустимые диаметры проволоки | мм | 0.15-0.33(0,1 - опция) |
| Угол наклона проволоки | ° | ±21/Н=80 |
| Скорость подачи проволоки | м/мин | 1-20 |
| Максимальный вес катушки с проволокой | кг | 10 |
| Макс. уровень СОЖ | мм | 300 |
| Емкость бака | л | 1240 |
| Габаритные размеры станка | мм | 3260×3210×2300 |
| Вес | кг | 4300 |
Дополнительная информация
Генератор
| Технические данные генератора | Единица измерения |
|---|---|
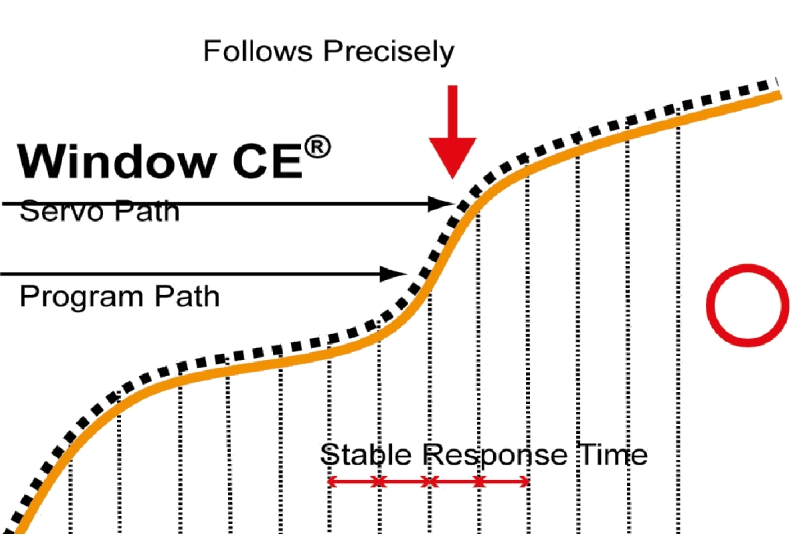
| Оперционная система | WINDOWS CE |
| Тип ПК | Промышленный компьютер 64-бит |
| Память | 1Гб CF CARD |
| Экран | 15" ЖК, сенсорный |
| Устройство ввода | Клавиатура, RS-232, USB, Ethernet |
| Количество управляемых осей | 5 осей/6 осей(опция ось W) |
| Одновременно управляемые оси | 4 оси/5 осей(опция ось W) |
| Мин. командный блок | 0.0001 мм |
| Диапазон команд | 9999.9999 мм |
| Память режимов обработки | 999 режимов |
| Выходные транзисторы | Силовые MOS |
| Максимальный выходной ток | 25А |
| Генератор | 32 режима, 53~138В |
| Макс. скорость обработки | 250мм²/мин |
| Длительность импульсов (ON) | 24 ступени |
| Длительность паузы (OFF) | 43 ступени |
| Режим разряда | Стандарт/Тонкая проволока/Отрезка |
Функции системы управления
| Компенсация люфтов | Компенсация шага | Параллельная компенсация | 2-й программный лимит |
| Линейная/круговая интерполяция | Постоянная/серво подача | Разноконтурная интерполяция | Автопозиционирование |
| Графическое отображение траектории обработки | Автовосстановление питания | Фоновое редактирование | Программный лимит |
| Возврат в стартовую точку | Возврат в точку обрыва | Возврат в базовую точку | Интеллектуальное угловое управление |
| Задание базовой точки | Разворот контура | Разворот системы координат | Диагностика неисправностей |
| Пропуск блоков | Конусная обработка | Автоугол | Защита от столкновений (ось Z ) |
| Журнал обработки | Память обслуживания станка | Редактирование программы | Ручной ввод данных |
| Зеркальное отображение | Замена осей | Авто / ручная подача | Блокировка станка |
| Холостой прогон программы | Поблочная обработка | Возврат по кратчайшему пути | Опциональный стоп |
| Остановка блока | Использование подпрограмм | Коррекция угара проволоки |
Ra 0.18 на заготовке толщиной 50мм
Ra 0.15 на заготовке толщиной 20мм
Диаметр проволоки: 0.2мм (латунь)
Материал заготовки: сталь SKD-11 (Х12М)
 |
 |
 |
 |
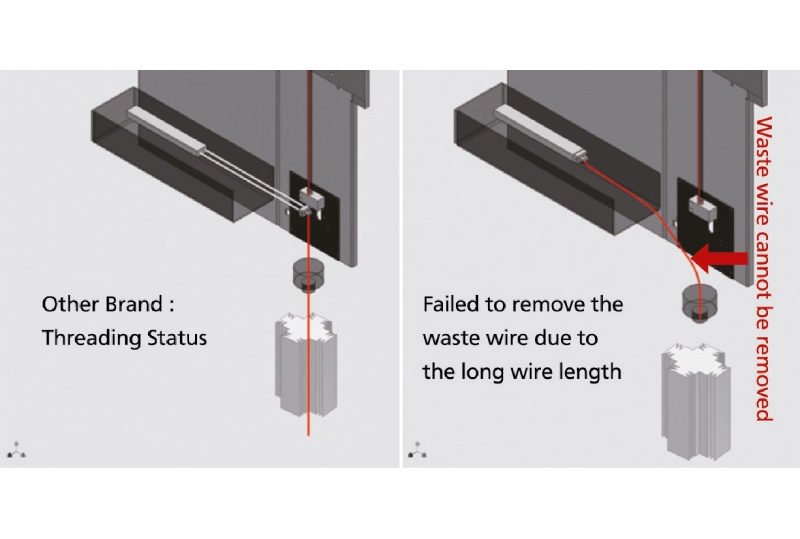
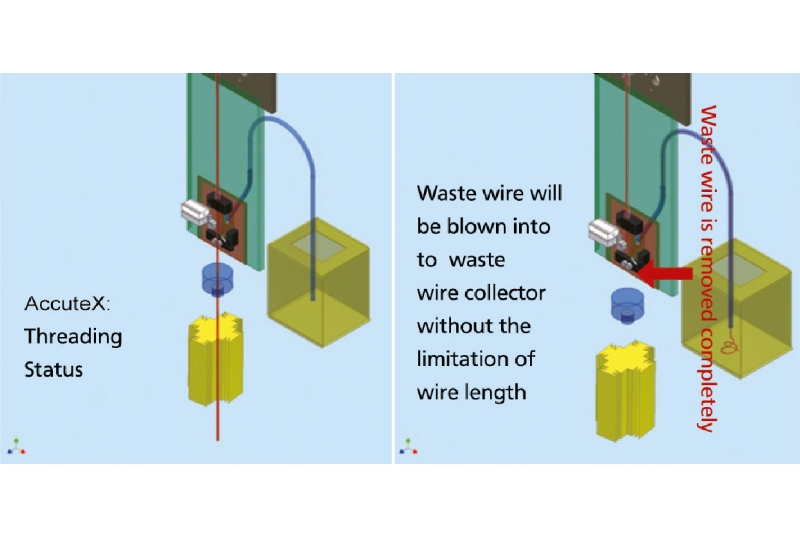
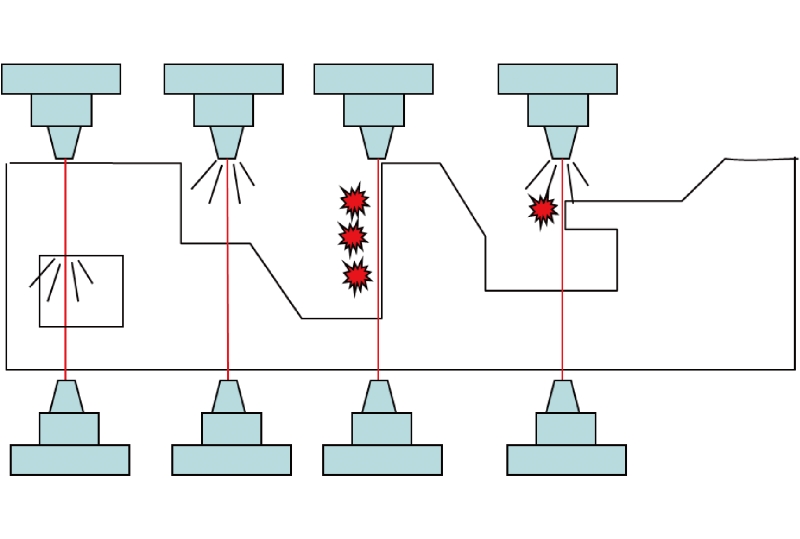
| Система автоматической заправки проволоки | Удаление обрывков | Удаление обрывков | Стабилизация разряда |
 |
 |
 |
 |
| Микроискровая технология | Контроль обработки углов | Контроль обработки углов | Разнотолщинная обработка |
 |
 |
 |
 |
| Жесткая станина | Мах. нагрузка 5т | Прочность | Лазерный контроль |
Простые автоматические функции:
 |
 |
 |
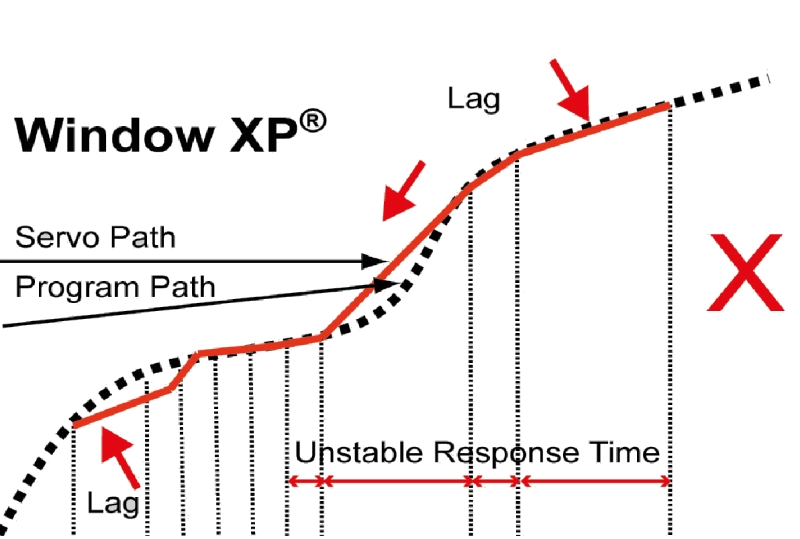 |
| Функция пропуска блоков программы | Простые автоматические функции | Windows CE | Windows XP |
 |
 |
||
| Резка графита и PCD | Удаленный контроль |
 |
 |
 |
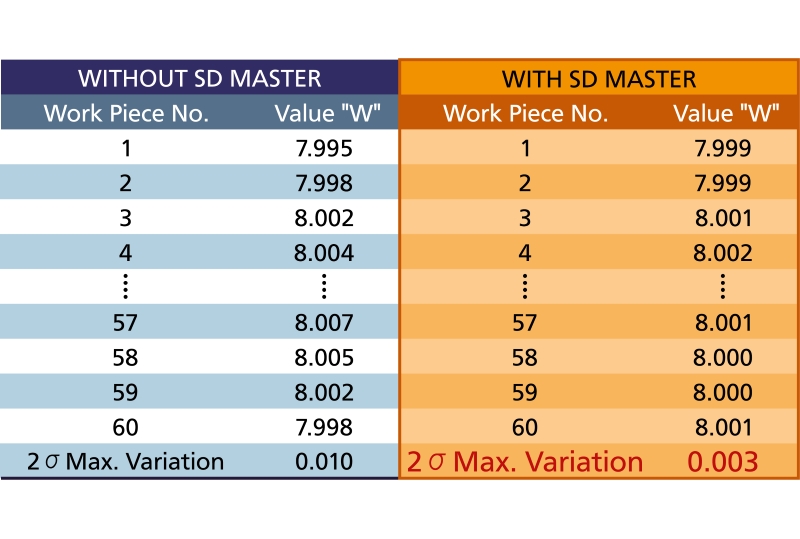 |
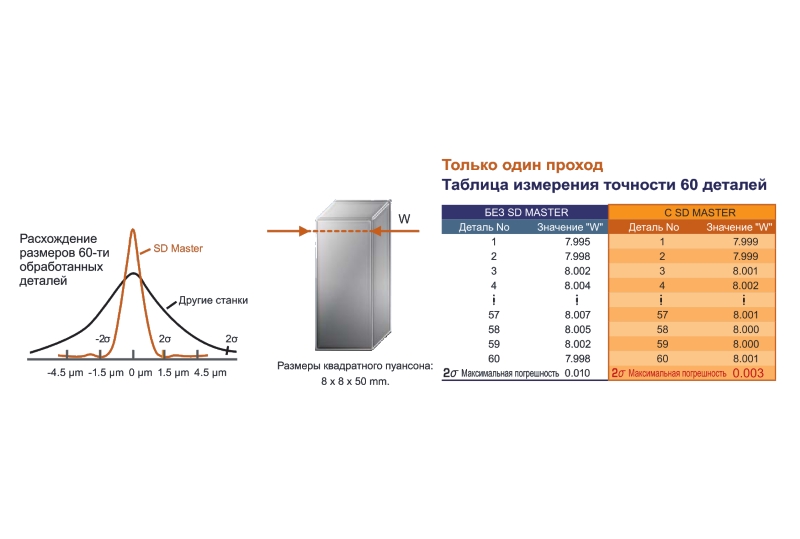
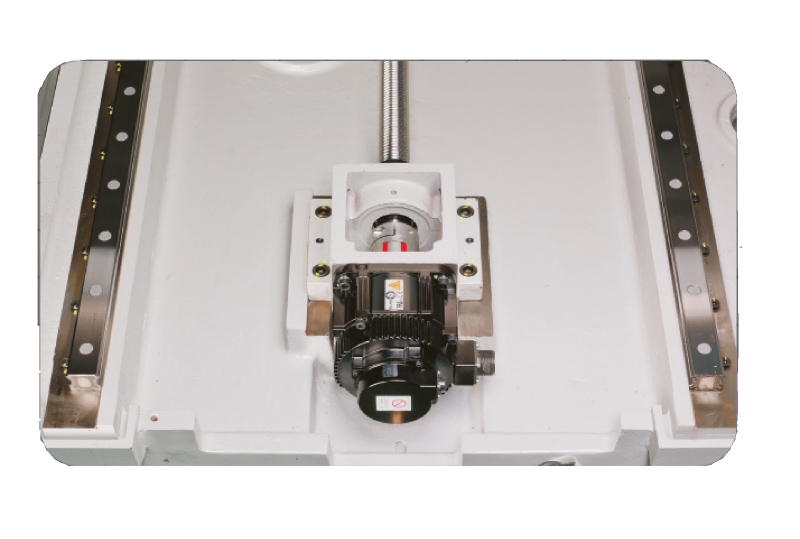
| Прямая подача | Чип FPGA | Технология I.C.T. | Технология SD Master |
 |
 |
 |
| 6-осевая обработка | 6-осевая обработка | 6-осевая обработка |