Фрезерное оборудование
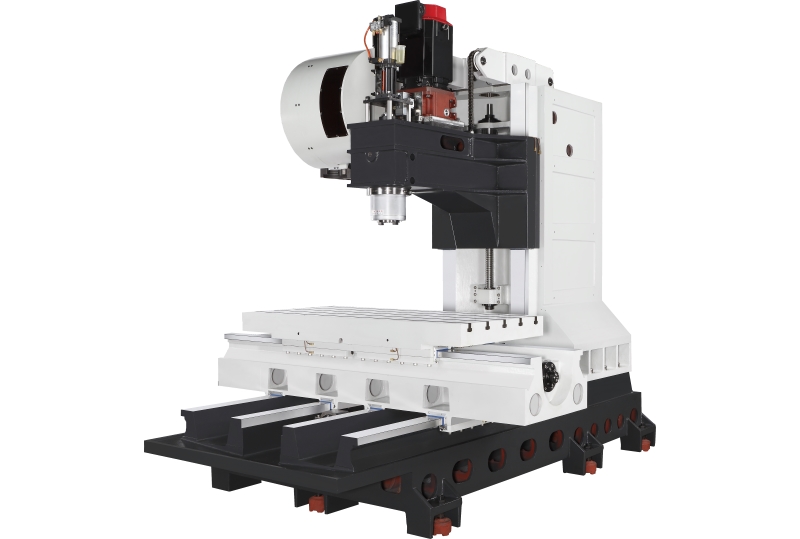
Вертикальный обрабатывающий центр VMC-1480

Описание
Комплектация
Стандартная комплектация
- ЧПУ FANUC/MITSUBISHI/SIEMENS
- Сменщик инструментов карусельного типа
- Система продувки шпинделя
- Теплообменник электрошкафа
- Шпиндель BT40, ременного типа 8000 об/мин
- Водонепроницаемая лампа освещения рабочей зоны
- Система подачи СОЖ
- Индикаторная лампа оператора
- Оправка для очистки шпинделя
- Пистолет для обдува и подачи СОЖ
- Выносной пульт управления
- Автоматическая система смазки
- Маслоохладитель шпинделя
- Инструкция по эксплуатации и обслуживанию
- Инструментальный ящик
- Трансформатор
Дополнительная комплектация
- Сменщик инструментов с поворотной рукой
- 4-я ось - поворотный стол
- Конвейер для стружки шнекового типа
- Конвейер для стружки цепного типа
- Система промывки станка от стружки
- Скорость вращения шпинделя 10000/12000 об/мин
- Шпиндель прямого привода на 12000/15000 об/мин
- Встроенный шпиндель на 24000/30000 об/мин
- Подача СОЖ через шпиндель
- Линейные направляющие качения X, Y прямоугольные направляющие по Z
- Оптические линейки
- Маслосборщик
- Конус шпинделя BT50
- Линейные направляющие роликового типа
Технические характеристики
| Технические данные | Единица измерения | Значение |
| Размер стола | мм | 750×1600 |
| Т-пазы | - | 22×5×150 |
| Максимальная нагрузка на стол | кг | 1500 |
| Перемещение по осям X, Y, Z | мм | 1400×800×700 |
| Расстояние шпиндель/стол | мм | 150-850 |
| Расстояние между осью шпинделя и колонной | мм | 910 |
| Ширина двери | мм | 1400 |
| Конус шпинделя | - | BT40 |
| Скорость вращения шпинделя | об/мин | 8000 |
| Ускоренное перемещение по осям X, Y, Z | м/мин | 15/15/12 |
| Максимальная скорость реза | мм/мин | 5-7000 |
| Мощность привода шпинделя | кВт | 15 |
| Мощность привода по оси X, Y, Z | кВт | 3/3/3 |
| Сменщик инструмента | - | 24 |
| Давление воздуха | кг/см² | 6 |
| Мощность насоса СОЖ | кВт | 1.5 |
| Емкость бака | л | 580 |
| Габаритные размеры станка | мм | 3900×3470×2900 |
| Вес | кг | 12800 |
Дополнительная информация
- Автоматический сменщик инструмента имеет функцию буферизации для стабильной и плавной смены инструмента.
- Отличная режущая способность сочетается с превосходной точностью и производительностью, что позволяет легко фрезеровать и сверлить.
- Применяется ШВП высокой точности класса C3 по осям X, Y и Z, с двойной гайкой для точного перемещения.
- Закаленные и прецизионные трехосные прямоугольные напрвялющие с покрытием Turcite-B обеспечивают высокую точность позиционирования и повторяемость.
- Для специальной резки, обладающей высокой жесткостью, высокой точностью и высоким крутящим моментом, шпиндель предлагает дополнительный выбор с длинным носиком.
- Шпиндель динамически уравновешивается с помощью точного балансировочного оборудования. Для интенсивной резки опционально ставиться головка редуктора с высоким крутящим моментом.
Мощный шпиндель
- Идеальный масштаб 1:1 для осей Z и Y на моделях VMC-1480/1680/1690.
- Шпиндель с ременным приводом BT40 8000 об/мин/10000 об/мин доступен для резания тяжелых и жестких поверхностей.
- Шпиндель с зубчатой передачей BT50 6000 об/мин/8000об/мин. Специальная двухскоростная передача обеспечивает высокий выходной крутящий момент на низкой скорости для особо тяжелых и жестких условий резания.
- Настоятельно рекомендуется для различных тяжелых режимов резания, которые включают низкую скорость и более высокий крутящий момент, которые часто используют наш мощный шпиндельный редуктор.

|
Большое расстояние между колоннами и Н-образный дизайн колонны позволяют усилить конструкцию и добиться максимальной жесткости. |
|
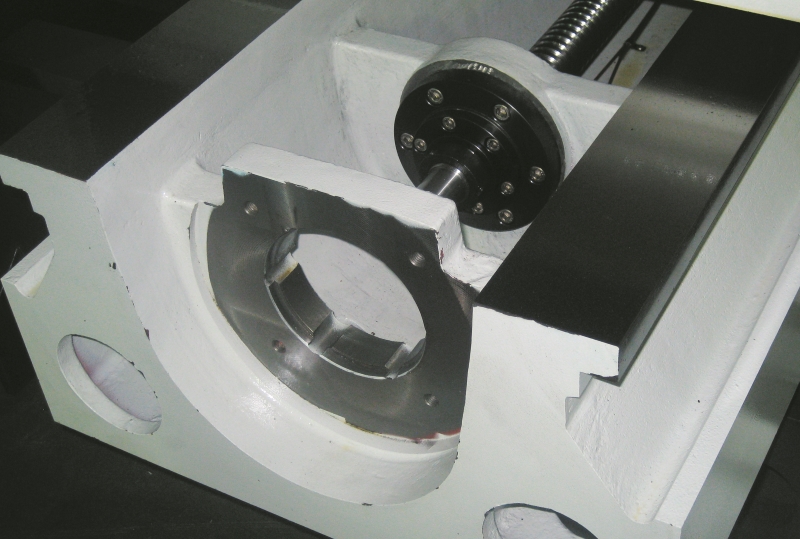
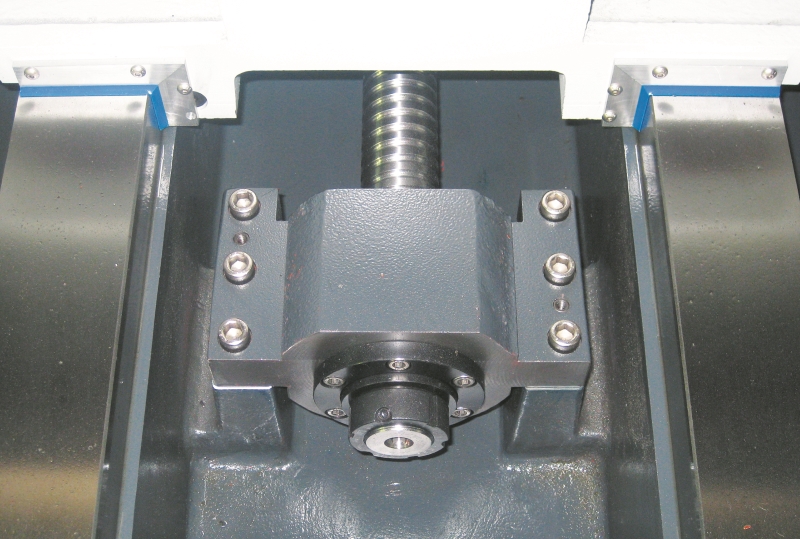
Формирование единой конструкции на основании двигателя оси Z, опоре и ШВП, позволяет трансмиссии двигателя и ШВП получить лучшую закругленность центра. |
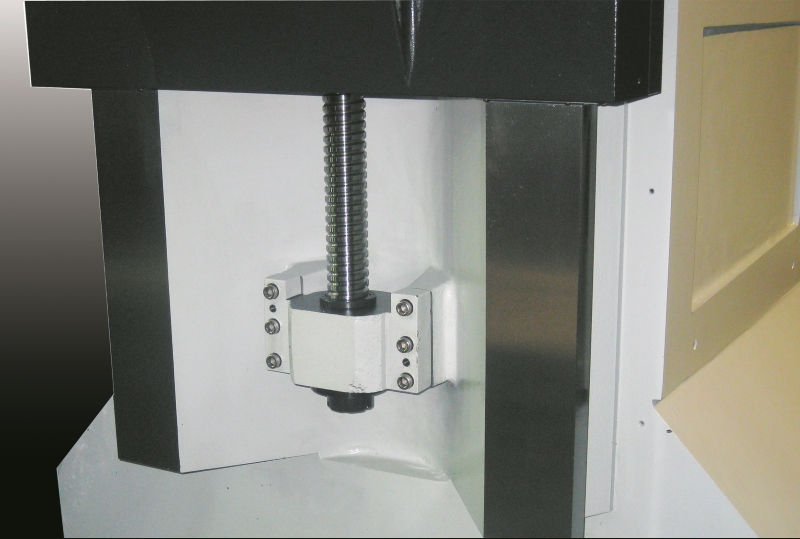 |
Подходящая предварительная нагрузка на ШВП оси Z может устранить зазор, уменьшить упругую деформацию и повысить жесткость и точность. |
 |
Ось X объединена с суппортом для тяжелой конструкции и лучшей жесткости. |
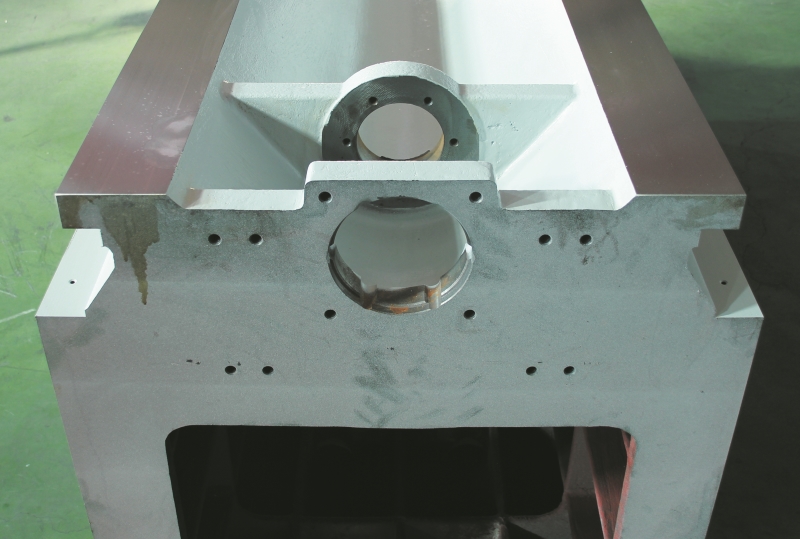
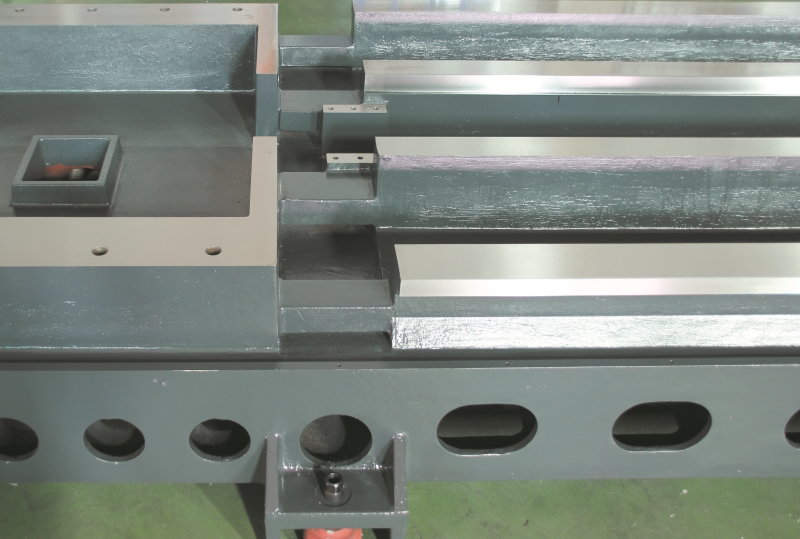
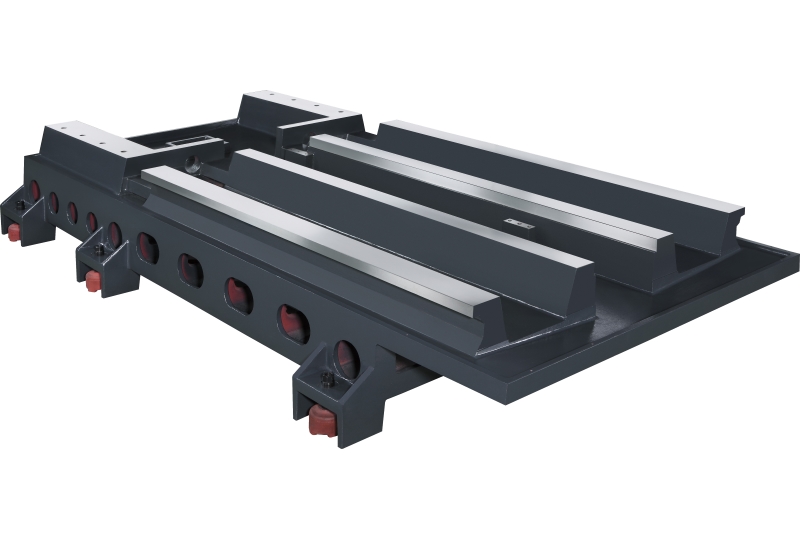
Цельнолитое основание
- Цельнолитое основание с 4 направляющими и опорной базы колонны.
- Четыре направляющие высокой жесткости конструкции. Закаленные и отшлифованные прямоугольные/коробчатые направляющие из высококачественно чугуна Meehanite.
- Подходящая предварительная нагрузка на ШВП оси Y может устранить зазор, уменьшить упругую деформацию и повысить жесткость и точность.
 |
 |
 |
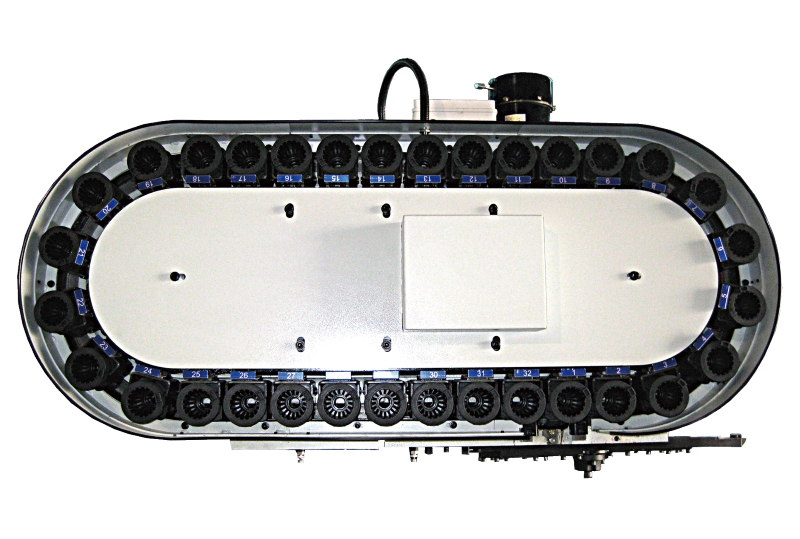
Сменщик инструментов с поворотной рукой
 |
Специальные кулачковые приводы сменшика инстуметов с поворотной рукой на 24 позиции. Смена инструмента занимает всего 1,8 секунды, а вес инструмента составляет до 8 кг. Он используется для двунаправленной и произвольной смены инструментов, что позволяет сэкономить время, необходимое для резки, и повысить эффективность работы. Более того, инструменты могут не только плавно меняться, но и легко обслуживаться. |
Цепной сменщик инструментов
 |
Рекомендуется для больших станков, которым требуются большое количество инструментов. Сменщик может нести больше инструментов и быстро перемещать необходимый инструмент. Цепи поддерживаются с обеих сторон, благодаря чему, движение является очень стабильным, и продливается срок службы цепи. Специальный кулачок используется для того, чтобы сменщик плавно перемещался вперед/назад, имел высокую жесткость на кручение и отличную повторяемость. |
Система смазки шпинделя
Высокоскоростные шпиндели требуют специальной смазки подшипников. Наша система масляной смазки впрыскивает точное количество масла через определенные интервалы для оптимального срока службы подшипников и минимального тепловыделения. Мы используем высокоэффективные смазки, чтобы обеспечить более высокие допустимые рабочие скорости и более низкие рабочие температуры. Адекватное масло цикла охлаждения с высокоэффективным маслоохладителем шпинделя может эффективно и быстро отводить тепло, когда шпиндель работает на высокой скорости. Более эффективный контроль теплового расширения шпинделя может обеспечить стабильность точности вращения шпинделя и увеличить срок службы.
Воздушный/водяной пистолет и ПЛК
 |
Операторы могут очищать заготовку или стружку в станке с помощью стандартного пистолета для обдува или водяного пистолета после обработки. Также ПЛК обеспечивает операторам удобное и точное управление перемещением по оси. |
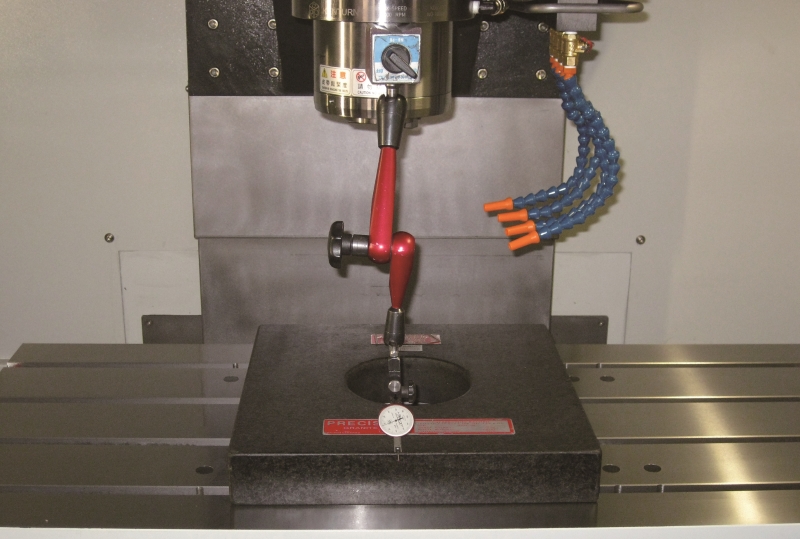
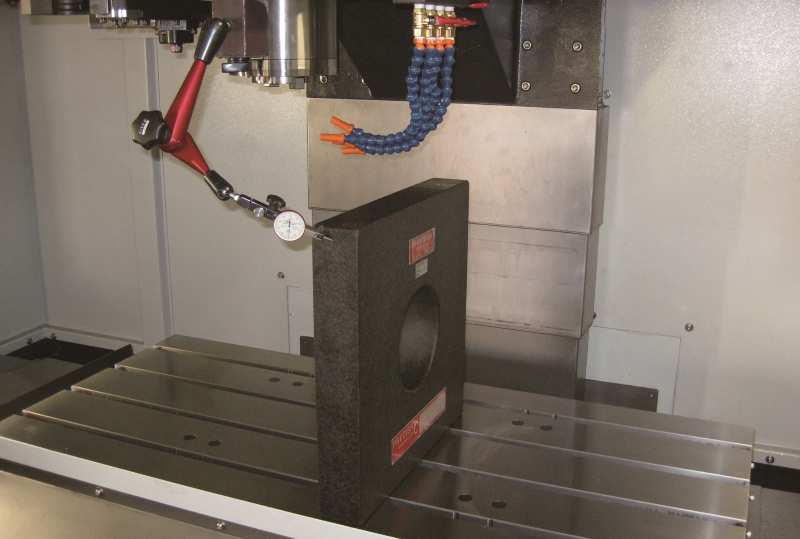
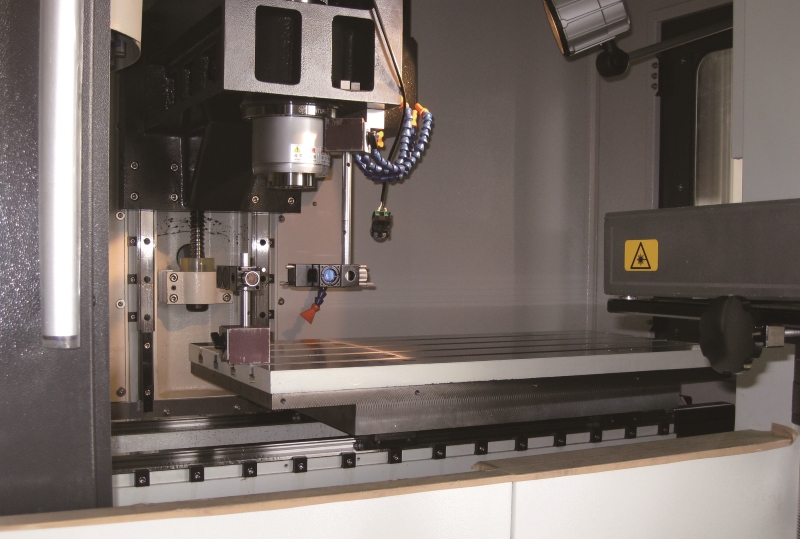
Проверка сборки
Каждый процесс сборки регулируется правилами PRECISION GRANITE для прямых и точных углов. Калибровочные испытания должны обеспечить прямолинейность ШВП и линейной направляющей, а тестирование на вертикальность при сборке двух осей должна соответствовать требованиям точности.
 |
 |
 |
 |
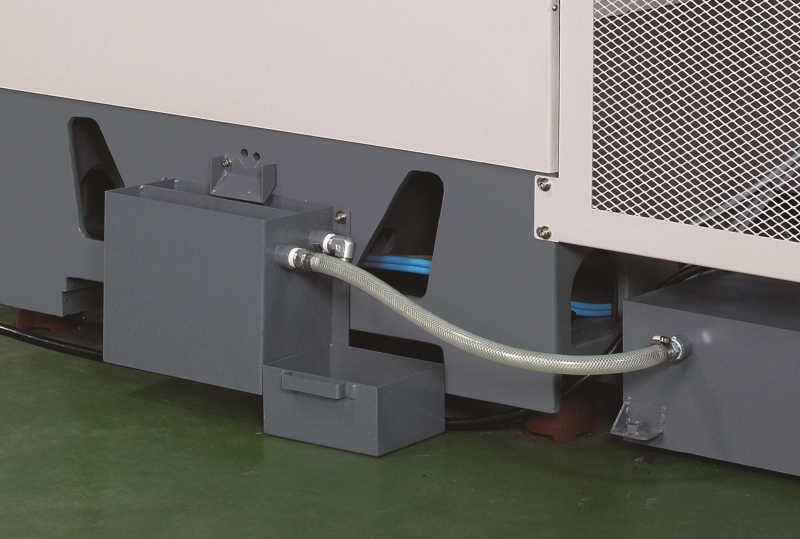
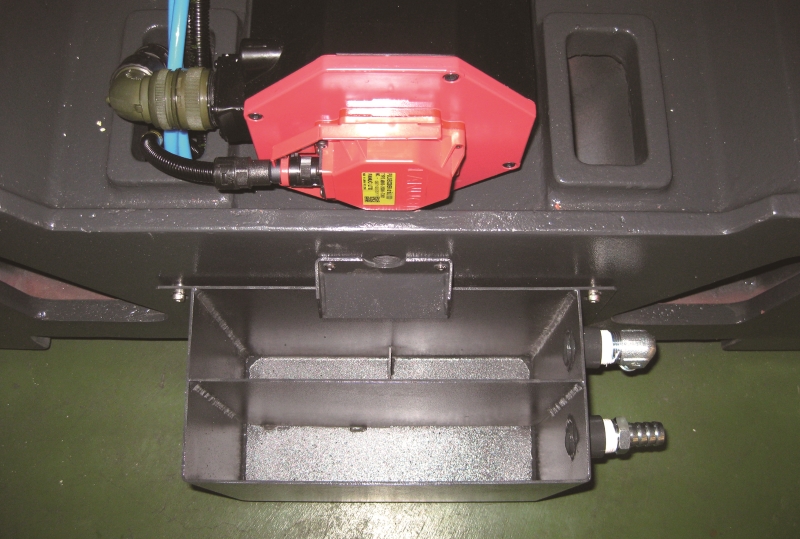
Система маслоотделения
Дополнительная система отделения масла от воды проста и полезна для сбора масла.
 |
 |
Регулируемая панель управления
 |
Продуманный дизайн позволяет оператору поворачивать панель управления на угол до 75 градусов. |
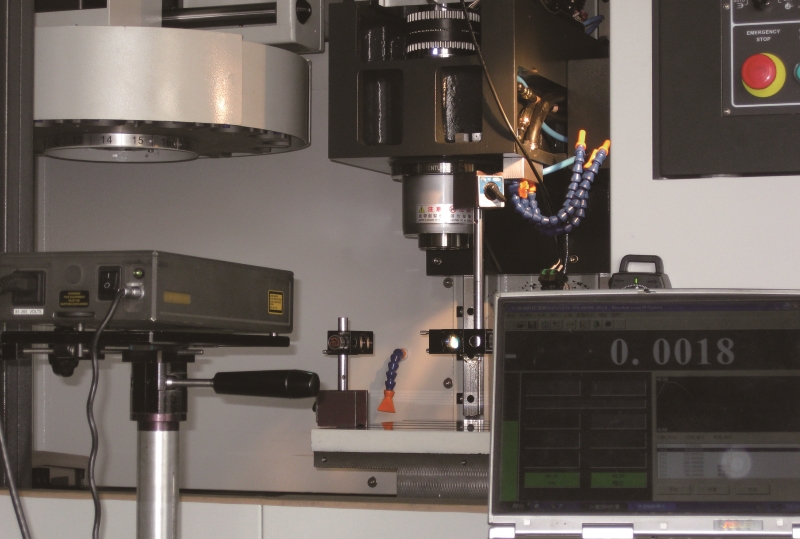
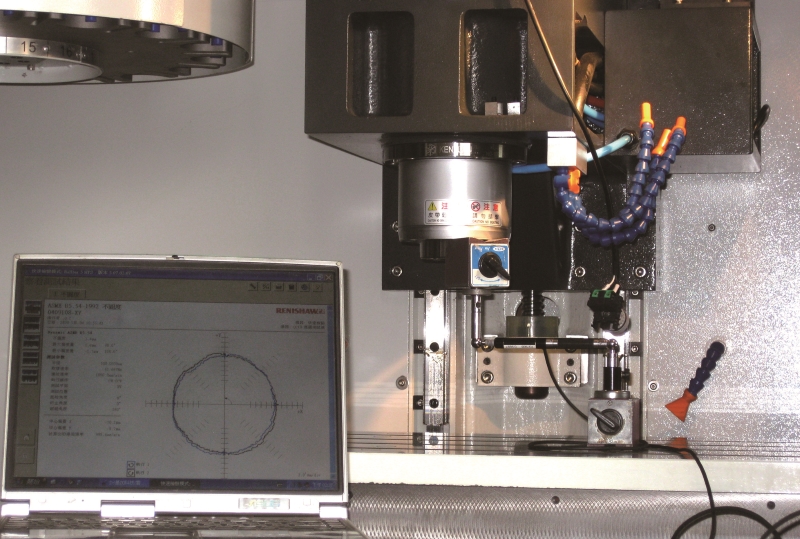
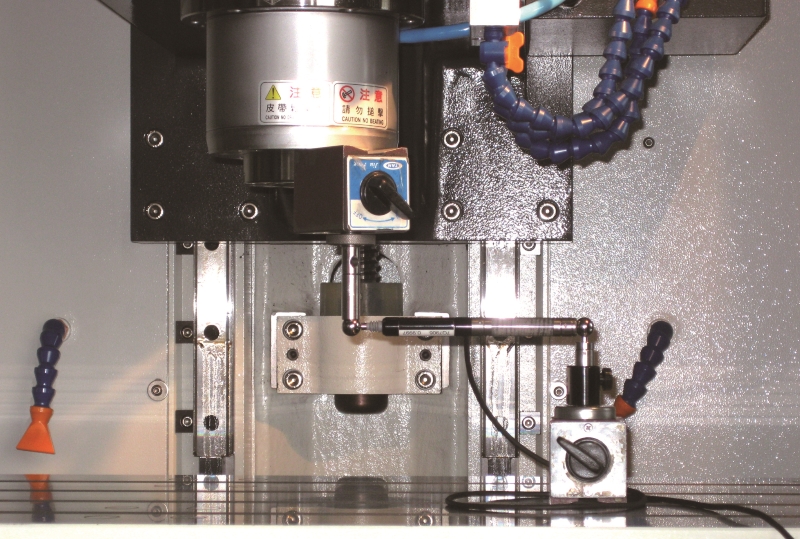
Лазерная калибровка и шаровое тестирование
Все машины используют строгую немецкую методику измерения RENISHAW VDI 3441 для лазерной калибровки. Лазерная измерительная система используется для проверки точности позиционирования, повторяемости, люфта и смещений. RENISHAWS-D шаровое тестирование используется для проверки круглости, несоответствия сервоусиления, вибрации, проскальзывания, люфта, повторяемости и несоответствия шкалы для обеспечения трехмерной динамической точности станка.
 |
 |
 |
 |
Испытание на резку заготовки
На каждом станке перед отправкой будет проведен строгий стандартный тест на резку заготовки, чтобы клиенты могли понять отличные характеристики резания станков.
 |
 |