Токарное оборудование
Токарный станок с ЧПУ Star STL8-II

Описание
Токарные станки с ЧПУ серии STL – являются популярной версией станков с ЧПУ созданными с наклонной станиной, направляющими скольжения. Станок может оснащаться различными системами ЧПУ. В стандартной комплектации используется ЧПУ GSK980TDc. Данные станки отлично подходят для производства изделий со сложным наружным и внутренним контуром, расточки, нарезания резьбы, канавок, радиусов и пр. токарных и фрезерных операций. Дополнительное оснащение гидравлическим патроном, автоматической подачей прутка, увеличенным отверстием в шпинделе расширяют возможности применения токарных станков этой серии. Поворачиваемая панель управления, эргономичный дизайн.Комплектация
Стандартная комплектация
- Гидравлический З-кулачковый патрон
- 8-позиционная револьверная головка Pragati
- Автоматическая система смазки
- Система СОЖ
- Программируемая гидравлическая задняя бабка
- Теплообменник электрошкафа
- Светосигнальная арматура
- Освещение рабочей зоны
Дополнительная комплектация
- Различные системы ЧПУ GSK, Siemens, Fanuc, Mitsubishi, Syntec
- 12-позиционная револьверная головка
- С-ось и приводной инструмент
- Различные патроны и цанги
- Различные отверстия шпинделя
- Конвейер для удаления стружки
- Устройство для настройки инструмента (сеттер Renishaw)
- Податчик прутка
- Кондиционер электрошкафа
- Коллектор маслянного тумана
- Маслоуловитель
Технические характеристики
| Технические данные | Единица измерения | Значение |
| Максимальный диаметр заготовки над станиной | мм | 420 |
| Максимальная длина обработки | мм | 500 |
| Максимальный диаметр обработки | мм | 300 |
| Диаметр обточки загатовки над суппортом | мм | 210 |
| Диаметр патрона | мм | 210, (260 опция) |
| Диаметр патрона | мм | 62 (75 опция) |
| Диаметр сквозного отверстия | мм | 52, (65 опция) |
| Торец шпинделя | - | А2-6 (А2-8 опция) |
| Скорость вращения шпинделя | об/мин | 2000 (опция1600/3000/3500/4000) |
| Мощность главного двигателя | кВт | 7.5/11 |
| Перемещение по оси X | мм | 180 |
| Перемещение по оси Z | мм | 500 |
| Быстрый ход по осям X/Z | м/мин | 15/20 |
| Высота центров | мм | 80 |
| Количество инструментов резцедержателя | шт | 8 (12 опция) |
| Сечение державки | мм | 25×25, (20×20 опция) |
| Тип задней бабки | - | LM |
| Конус пиноли задней бабки | - | МТ4 |
| Перемещение задней бабки | мм | 100-500 |
| Угол наклона станины | ° | 35° |
| Тип направляющей | - | LM |
| Точность позиционирования X/Z | мм | 0.01 |
| Повторяемость X/Z | мм | 0.004 |
| Полная мощность | кВА | 15 |
| Габаритные размеры станка | мм | 2800×1850×1830 |
| Вес | кг | 3400 |
Дополнительная информация
- Конструкция с наклонной станиной, цельное литье
- Поворачиваемая панель управления, эргономичный дизайн
- Главный серводвигатель, высокая скорость и постоянный крутящий момент
- Маховичек управления осями
- Высокоэффективная револьверная головка, двустороннее вращение, отсутствие выдвижения инструментального диска
- Высококачественные электронные компоненты Schneider
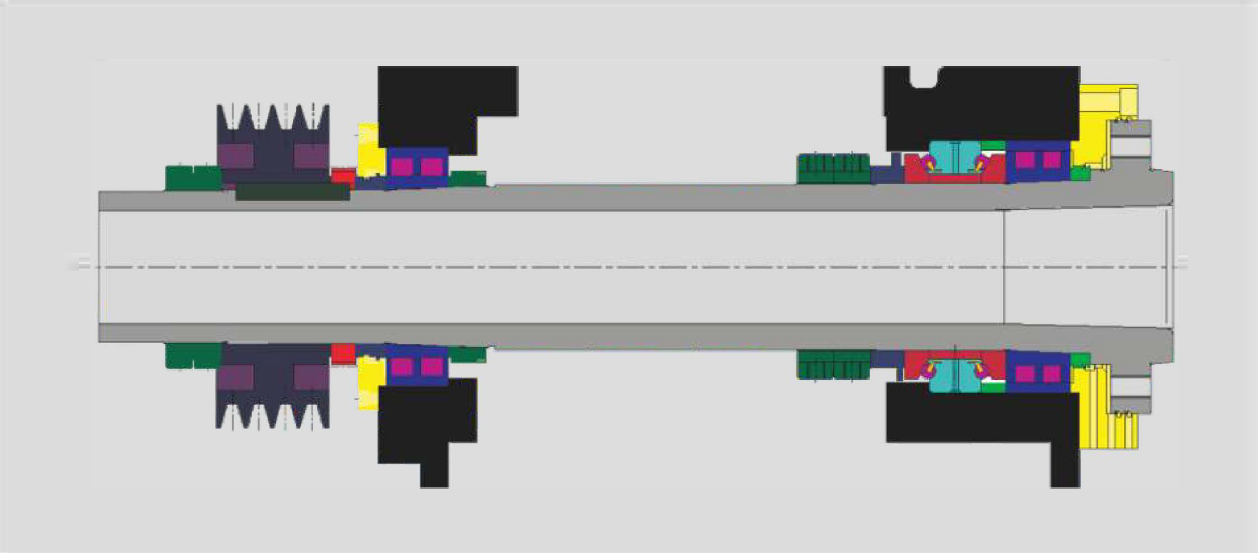
Особенности главного шпинделя
Доступны стандартный шпиндель или устанавливаемый в качестве опции картриджный шпиндель. Передняя бабка и главный шпиндель разрабатываются, а затем собираются и тестируются в лаборатории. Сверхпрочный тип шпинделя поддерживается двух-рядным роликовым подшипником и двух-рядным радиально-упорным шариковым подшипником, сзади установлен двух-рядный роликовый подшипник. Вместе они превосходно сочетают в себе скорость и жесткость.

|
|
|
| Шпиндель | Схематичное изображение шпинделя |
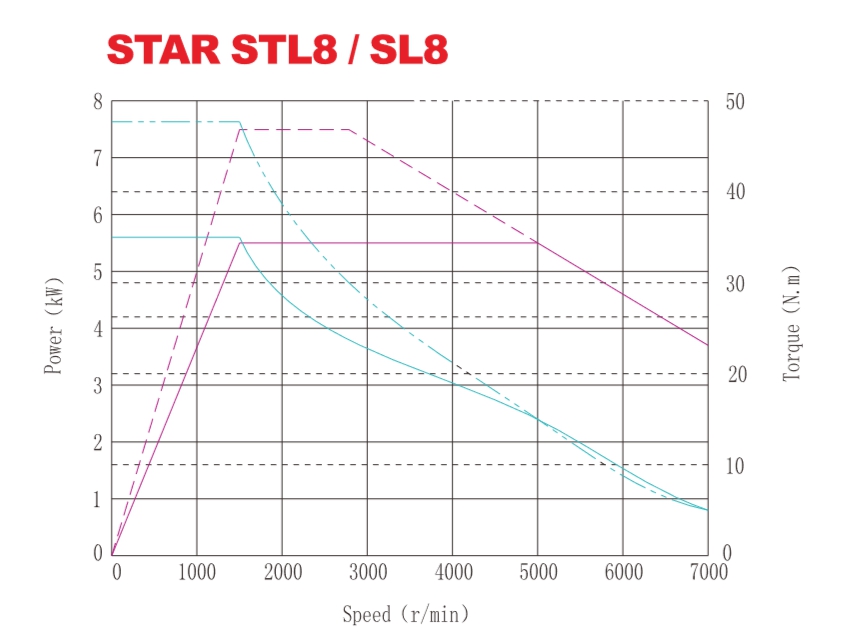
Диаграмма крутящего момента двигателя шпинделя |
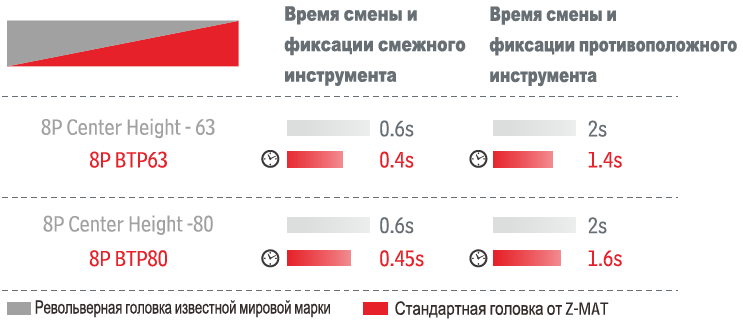
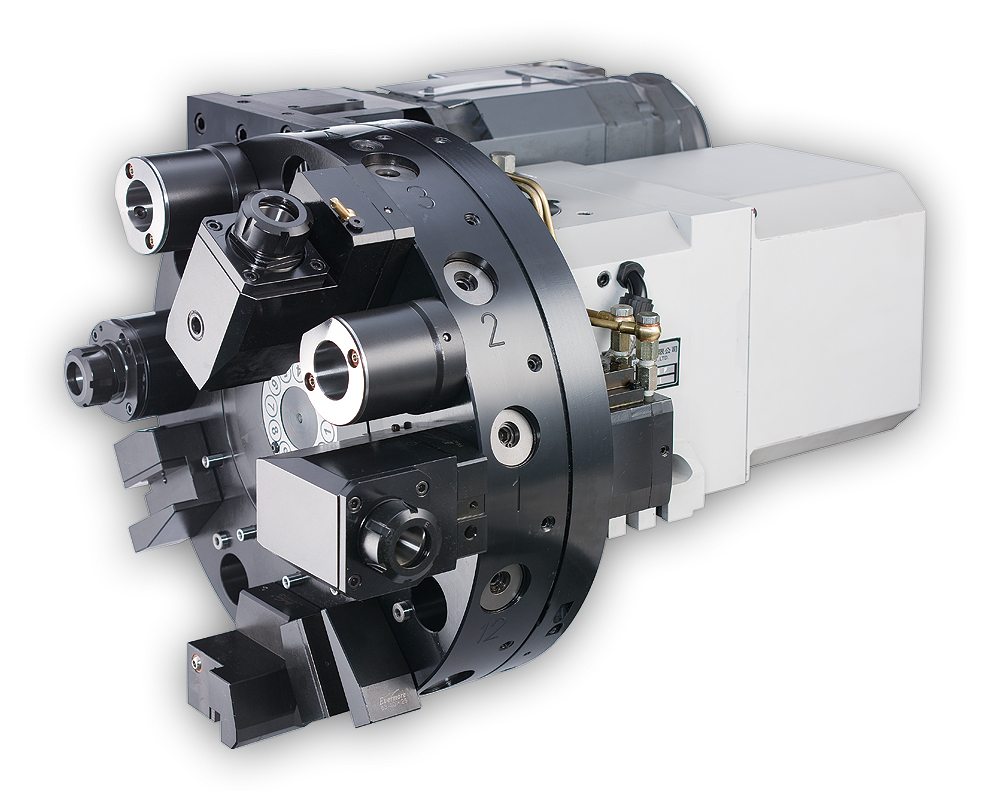
Особенности револьверной головки
Стандартная 8-позиционная и дополнительная 12 -позиционная револьверная головка.
Трех-составная плоско-зубчатая муфта позволяет индексировать инструментальный диск, не выдвигая его. Также она обеспечивает высокую точность и жесткость фиксации. Двухнаправленное вращение обеспечивает наименьшее время индексирования и, благодаря этому уменьшает время простоя, ускоряет смену инструмента и делает цикл обработки детали более коротким.

|
|
|

|
| Инструментальная головка |
Время смены и фиксации инструмента |
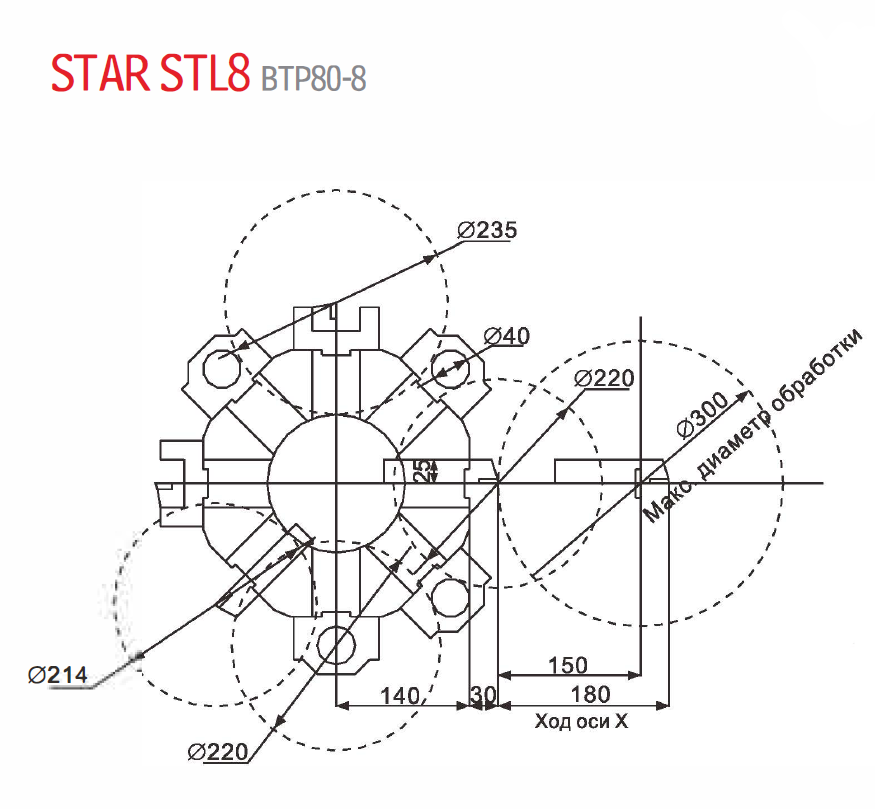
Диаграмма зоны действия инструмента |
Инструментальная оснастка |
Опционально станок может быть оборудован гидравлической револьверной головкой, либо револьверной головкой с сервоприводом и приводным инструментом

|

|
|
|
Гидравлическая револьверная головка |
Револьверная головка с сервоприводом |
Револьверная головка с приводным инструментом |
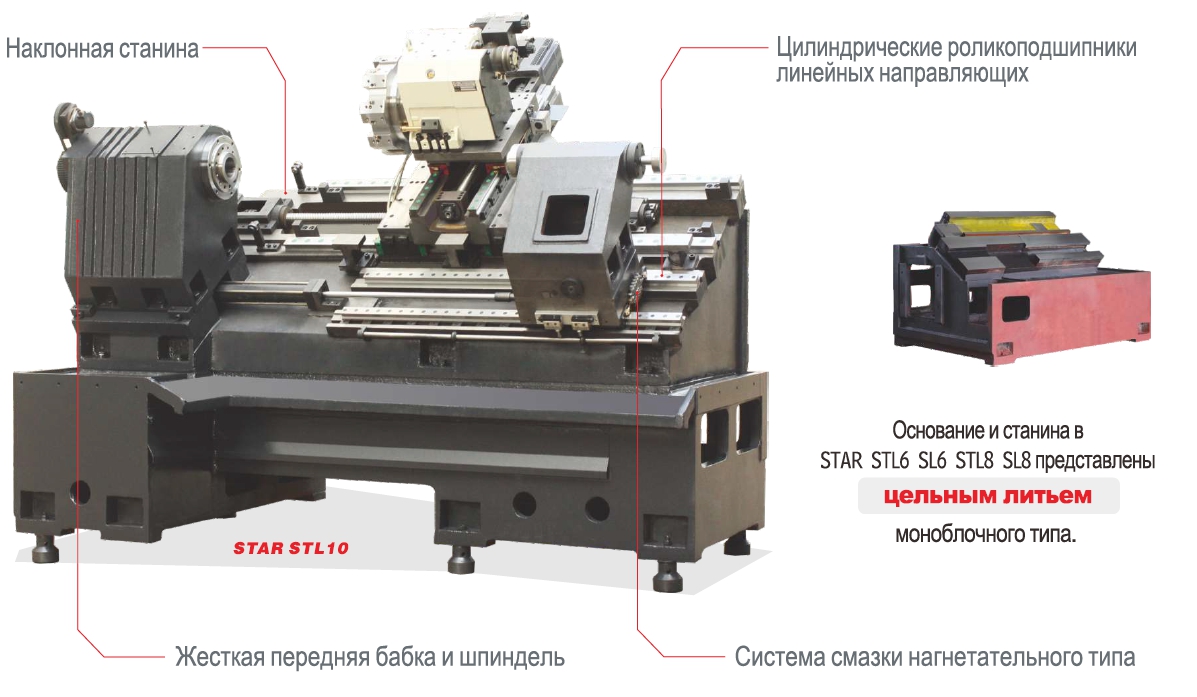
Сверх-прочная чугунная станина и компоненты
Передняя бабка, револьверная головка и задняя бабка на наклонной станине размещены на одной плоскости, что значительно улучшило надежность станка. Станок является значительно более точным по сравнению со станками у которых передняя и задняя бабка расположены горизонтально на оси Z, а ось Х и револьверная головка расположены под наклоном. Так же при данной конструкции значительно увеличивается жесткость.
Сверхпрочное основание компенсирует вибрации и колебания, линейные направляющие двигаются во всех направлениях по одной плоскости, обеспечивая скорость и точность обработки. Снижено потребление энергии, нет необходимости в дополнительных регулировках.
 |
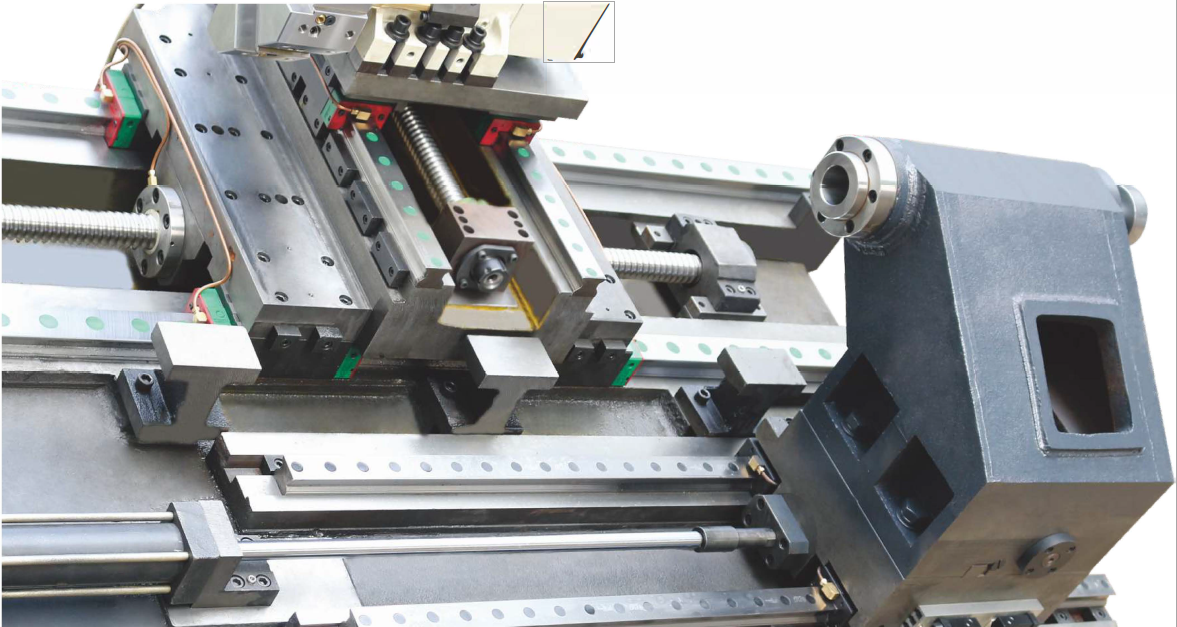
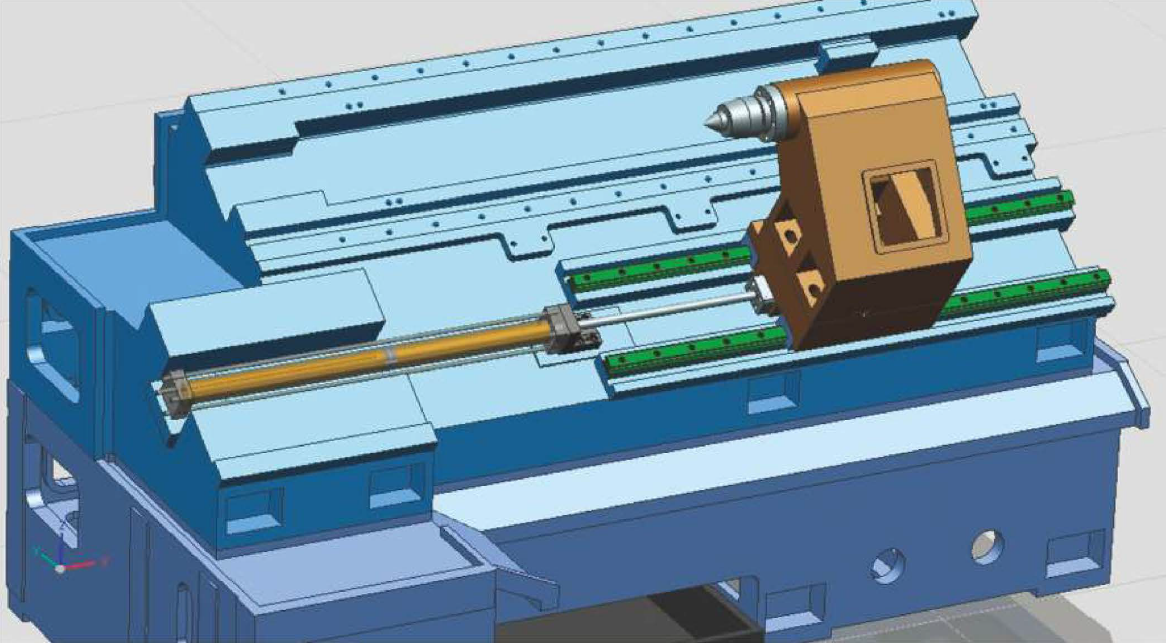
Программируемая гидравлическая задняя бабка
Широко расставленные линейные направляющие со сверхпрочными цилиндрическими роликами сочетают в себе жесткость, точность и скорость. Корпус задней бабки прикреплен к штоку, автоматически управляемому при помощи гидравлики. Это значительно уменьшает время на установку.
|
|
|
Программируемая гидравлическая задняя бабка |
Схематическое изображение |